

The car harness runs through the whole car and is an indispensable system level component in the whole car. It connects all electrical equipment on the car, provides and distributes power to all systems of the car, and acts as the medium for signal transmission between various components. It is often compared to the neural network system of the automotive.
Terminal Crimping is the core of automotive wire harness processing technology. The quality of crimping directly affects the quality of wire harness assembly! Good terminal crimping process is the guarantee of good electrical and mechanical performance of the harness!
We will analyze the terminal crimping process from the following aspects:
1. What is Terminal Crimping?
2. Advantages of Crimping
3.Three Elements of Crimping
4. Crimping Process
5. Terminal Crimping Specification and Quality Judgment
✔ Automotive Terminal Crimping is the process of applying pressure on the contact area between the conductor and the terminal to make it form and achieve close connection.
✔ The solderless connection technology was first proposed by AMP in 1941. The terminal crimping requirements can well meet the mechanical and electrical requirements, and facilitate production and processing.
✔ Crimping automation;
✔ Low cost through continuous stamping production;
✔ Stable performance in harsh environment;
✔ Crimping structure suitable for specific wire diameter range and material thickness can be obtained through calculation;
✔ Only adjusting the crimping height can be used for crimping of different wire size.
3.1. Cable Insulation Stripping
✔ The selection of wire diameter shall meet the applicability requirements of crimping terminals.
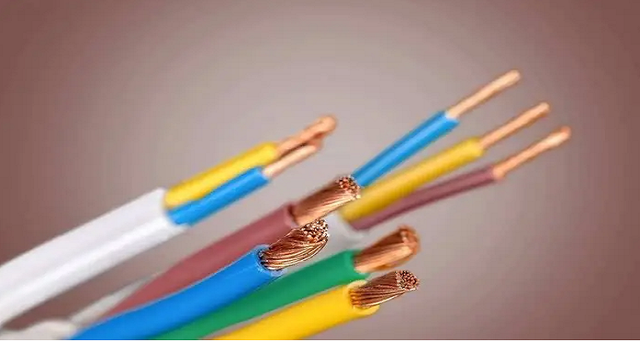
✔ Qualified stripping line: suitable length; No damage to the insulation; The strands are not cut off or pulled off.

3.2. Terminal
✔ According to different forms:Open terminal & Closed terminal

✔ According to the connection mode: Horizontal continuous terminal,Straight continuous terminal & Single terminal

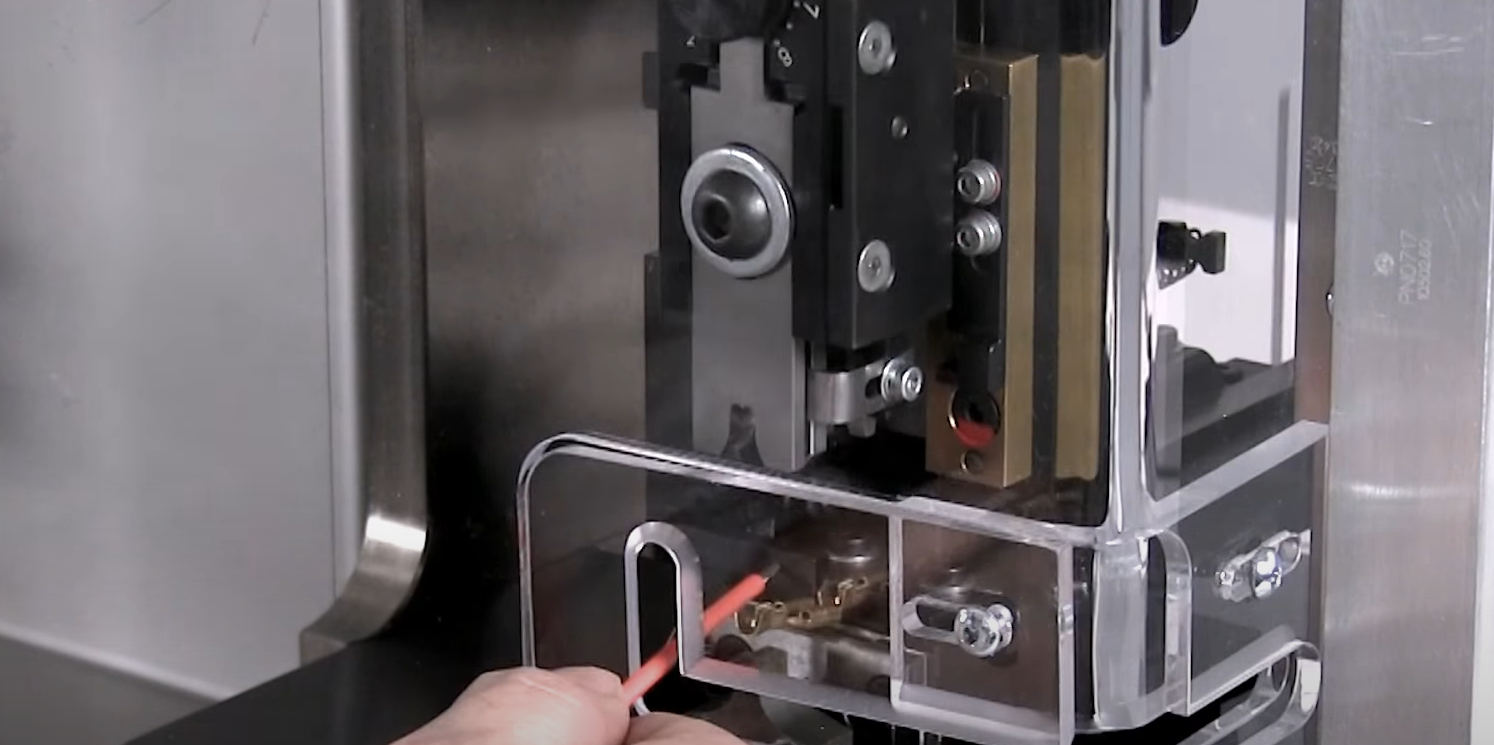
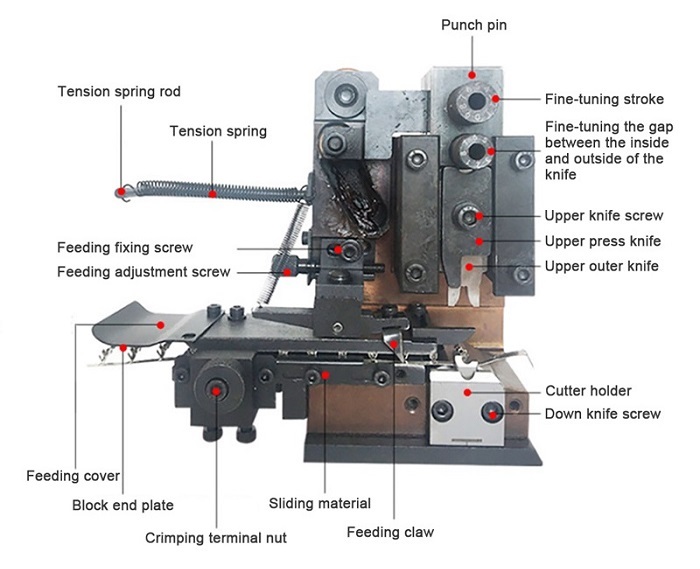
3.3. Terminal crimping machine
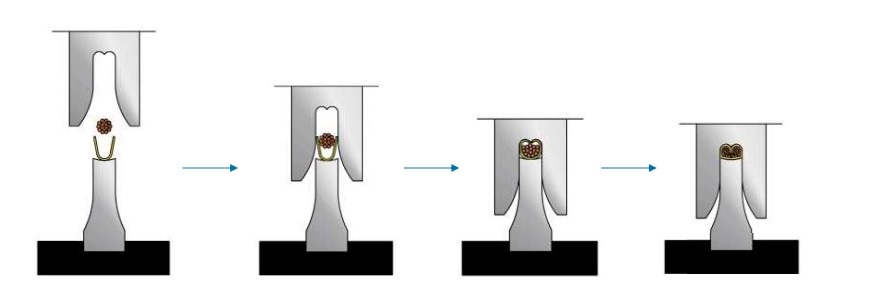
✔ Open the crimping tool, place the terminal on the lower blade, and send the wire to the proper position by hand or mechanical equipment
✔ Move the upper knife downward and press the wire into the sheath
✔ The wrapped cylinder is bent with the upper knife and formed by crimping
✔ The set crimping height ensures the crimping quality
5.1. Visual Inspection
A. Qualified terminal crimping shall meet these requirements:
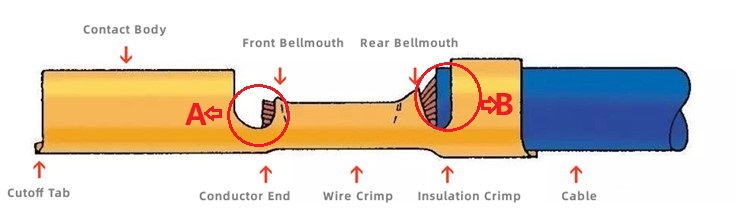
✔ The end of the conductor must be visible (area A in the figure), and shall not exceed 1mm from the top of the crimping area at most. It shall not affect the assembly function of the terminal, that is, it shall not extend into the contact area of the terminal
✔ The top of the insulation layer must be visible in the area between wire crimp and insulation crimp (area B in the figure).
✔ Cutoff Tab should not affect the normal insertion of the terminal into the molded case and matching
B. Unqualified crimping is shown in the figure below:

5.2. Measurement of the crimp height
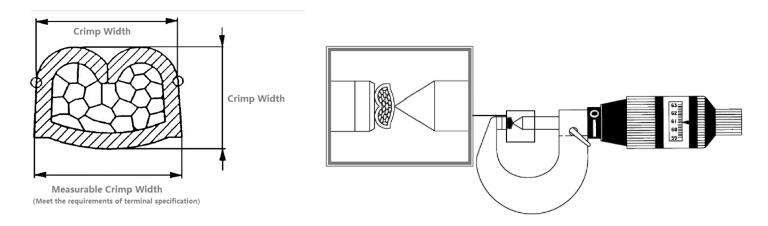
✔ The crimping width is related to the size of the crimping die and is not used as the production control size
✔ The tolerance of conductor crimping height is determined by the wire diameter, which needs continuous control during the production process to ensure the optimal compaction level of the strands (determined by the crimping tool and crimping height)

5.3. Analysis of wire cross section
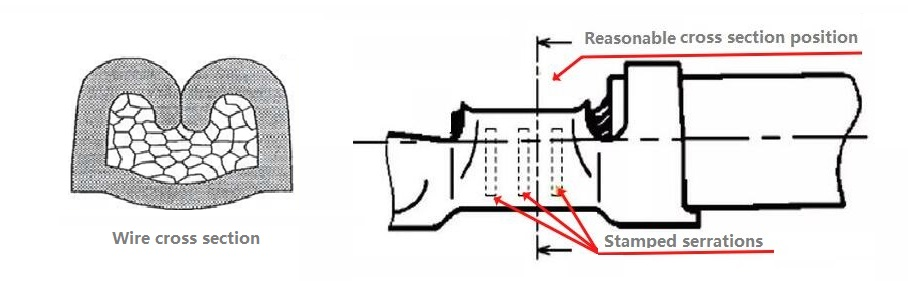
A. Requirements for testing wire cross section
To check the quality of terminal crimping, wire crimping cross section testing is often required.:
✔ The cutting direction should be vertical
✔ The reasonable wire cross section position should be in the middle of the wire crimp, and should avoid the stamped serrations
✔ When making the section, it is necessary to inject synthetic rubber around and inside the terminal to avoid the displacement of the terminal and the wire
✔ Surface grinding and etching are required after cutting to facilitate observation and inspection
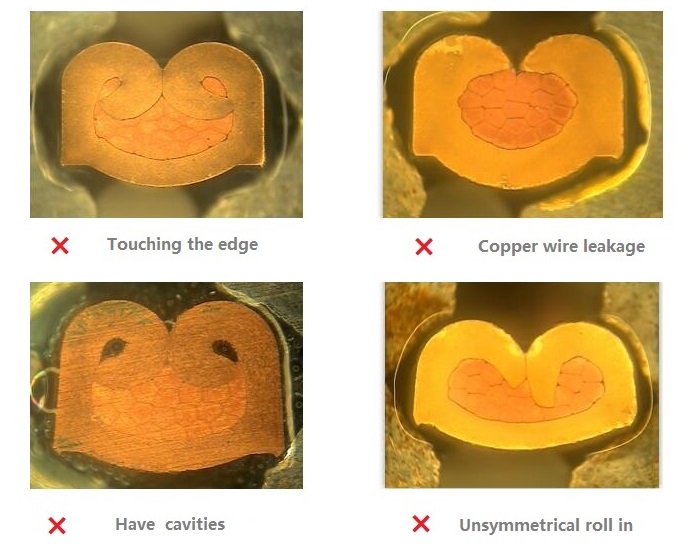
B. Unqualified crimping cases
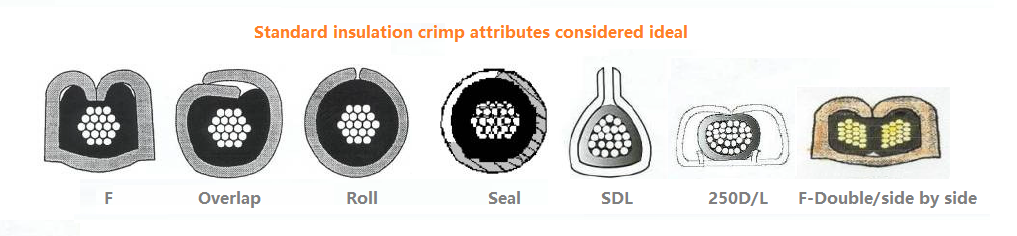
5.4. Analysis of Insulation crimp section

A. Different crimping methods have different crimping requirements
✔ F crimp: both ends of crimping contact
✔ Overlap crimp: the overlap length at the crimp is greater than or equal to the thickness of a plate
✔ Seal crimp: the intersection length at the crimp is greater than or equal to the thickness of a plate
B. After a cycle of bending test, the crimping part of insulating skin shall not be loose
5.5. Pull-out force test
A. Testing machine:
Intelligent Tensile Testing Machine.
B. Test method:
✔ Take UL specification or equivalent wire with a length of about 50 cm, and strip one end correctly according to the tested terminal.
✔ Crimp the terminal and wire firmly with correct things and methods, fix the terminal part on the fixed base end of the tensile machine, fix the wire end on the fixed base end of the tensile machine, and fix the wire end on the movable base of the tensile machine.
✔ Start the intelligent tension tester until the terminal and wire fall off.
✔ Compare the measured data with UL specifications to determine whether the test is successful.
✔ The test shall be conducted three times in a row, and all the successful tests shall be regarded as qualified.

Post time: May-11-2023