BXJ-1 Car Fuse Puller for removing car fuse
What are fuse pullers?
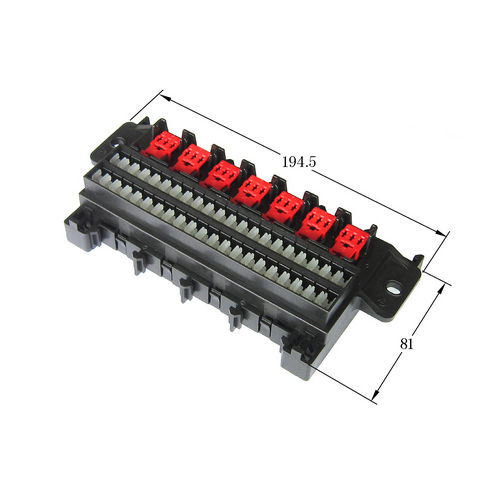
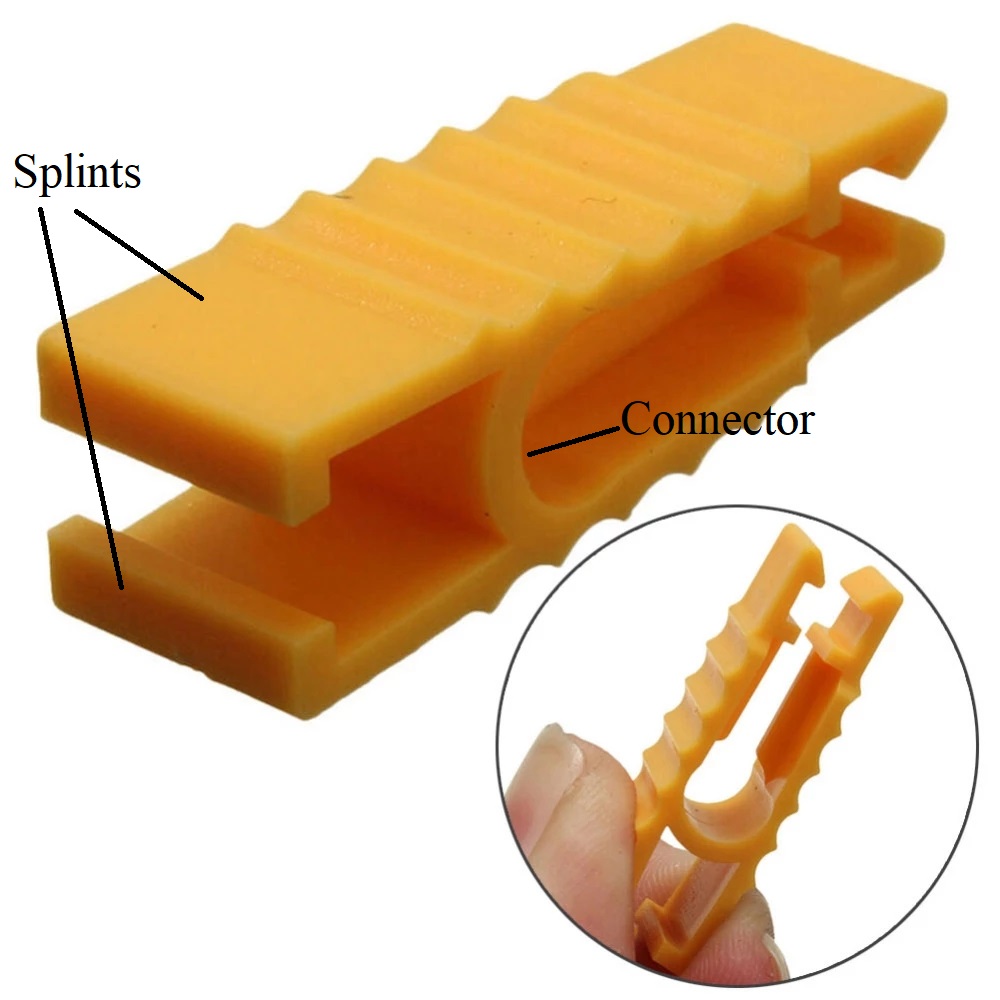
Structure: The automobile fuse puller consists of two splints and a connector. The middle parts of the two splints are connected through a connector. It's designed to extract the fuse, for testing or replacement. Most are in the automotive fuse block and some are in the car box upper cover.
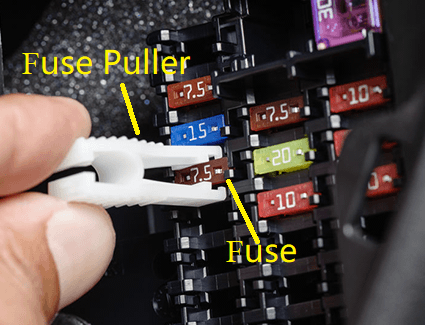
Usage method: hold the end with a larger opening with your hand, clamp the fuse with another end, then pull it out.
Application
● Standard blade fuses
● Low-profile mini fuses
● Mini blade fuses
● Micro blade fuses
● Maxi blade fuses
● Adapter current: 1A 2A 3A 4A 5A 7.5A 10A 15A 20A 25A 30A 35A 40A 45A 50A
● Applicable to all kinds of automotive fuse power obtaining device
Is PA66 the same as nylon?
The extractor is a product made of PA66 material by injection molding, Nylon is usually represented by the chemical name "PA" (e.g., PA6 or PA66). It is one of the most important synthetic thermoplastic materials. The extractor is a product made of PA66 material by injection molding, Nylon is usually represented by the chemical name "PA" (e.g., PA6 or PA66). It is one of the most important synthetic thermoplastic materials.

PA66 has good fluidity and its viscosity is very sensitive to temperature changes. The shrinkage of PA66 is between 1% - 2%. Adding glass fiber - can reduce the shrinkage to 0.2% - 1%. The difference between shrinkage in the process direction and the direction perpendicular to the process direction is large. It is very suitable for processing into high-quality products through the injection molding process. Its color is usually black, white and natural (grayish white or beige).
PA66 has many characteristics that are very beneficial to thermoplastic products, such as:
✔ Higher melting point.
✔ It can also maintain strong strength and stiffness at higher temperature.
✔ It is widely used in products requiring impact resistance and high strength.
✔ Excellent wear resistance.
Injection molding process conditions
✔ Drying treatment
1.. ● If the materials are sealed and packaged before processing, there is no need to dry them.
2.. ● If the storage container is not sealed, it is recommended to dry it in hot air at 85 ℃. If the humidity is greater than 0.2%, vacuum drying at 105 ℃ for 12h is also required.
✔ Melting temperature: About 260-290 ℃, and the melting temperature should not be higher than 300C.
✔ Mold temperature: About 80 ℃.
✔ Injection pressure: 750-1250bar, depending on the material and product design.
✔ Injection speed: High speed (slightly lower for reinforced materials).
✔ Runner and gate: Because the solidification time of PA66 is very short, the position of the gate is very important. Gate diameter: not less than 0.5 * t (T: the thickness of plastic parts).
1. ● If the hot runner is used, the gate size should be smaller than that of the conventional runner, because the hot runner can help prevent premature solidification of the material.
2. ● If a submerged gate is used, the minimum diameter of the gate should be 0.75mm.